
Ламинирование электротехнической стали: свойства, применение и процесс производства
Введение
Ламинирование электротехнической стали, также известное как кремниевая сталь или трансформаторная сталь, представляет собой специализированный материал, предназначенный для оптимизации работы электромагнитных устройств, таких как трансформаторы, двигатели и генераторы. Его уникальные свойства, в том числе высокая магнитная проницаемость и низкие потери в сердечнике, делают его незаменимым в электротехнике. В этой статье исследуются состав, процесс производства, ключевые характеристики и применение ламинирования электротехнической стали.
1. Состав и виды пластин электротехнической стали.
Пластины из электротехнической стали в основном изготавливаются из железа, легированного кремнием (обычно 1–3%). Добавление кремния снижает потери на вихревые токи и повышает удельное сопротивление, делая материал более эффективным для приложений переменного тока (AC).
1.1 Текстурированная электротехническая сталь (GOES)
- Обладает превосходными магнитными свойствами в определенном направлении (обычно в направлении прокатки).
- Используется в высокоэффективных трансформаторах, где направленный магнитный поток имеет решающее значение.
- Меньшие потери в сердечнике по сравнению с неориентированной сталью.
1.2 Незернистая электротехническая сталь (НПОЭС)
- Обладает изотропными магнитными свойствами, что делает его пригодным для вращающихся машин, таких как двигатели и генераторы.
- Содержит меньшее содержание кремния (0,5–3%) и более экономически выгоден для массового производства.
2. Основные свойства пластин электротехнической стали.
2.1 Высокая магнитная проницаемость
- Обеспечивает эффективную проводимость магнитного потока, снижая потери энергии.
2.2 Низкие потери в сердечнике (потери на гистерезис и вихревые токи)
- Содержание кремния увеличивает электрическое сопротивление, сводя к минимуму вихревые токи.
- Тонкие пластины (0,1–0,5 мм) дополнительно снижают потери на вихревые токи.
2.3 Намагниченность насыщения
- Высокая плотность потока насыщения (до 2 Тесла) обеспечивает оптимальную работу в сильных магнитных полях.
2.4 Механическая прочность и формуемость
- Должен выдерживать процессы штамповки и штабелирования без растрескивания.
3. Процесс производства ламинирования электротехнической стали.
Производство пластин из электротехнической стали включает в себя несколько точных этапов:
3.1 Плавка и литье
- Железо и кремний плавятся в печи с добавлением дополнительных элементов, таких как алюминий или марганец, для улучшения свойств.
- Расплавленная сталь разливается в слябы.
3.2 Горячая прокатка
- Слябы нагревают и раскатывают в более тонкие полосы (толщиной 2–3 мм).
3.3 Холодная прокатка
- Дальнейшее уменьшение толщины до 0,1–0,5 мм.
- Для текстурированной стали отжиг проводится для выравнивания кристаллических структур.
3.4 Изоляционное покрытие
- Наносится тонкий изолирующий слой (например, фосфатное или оксидное покрытие) для минимизации межламинарных вихревых токов.
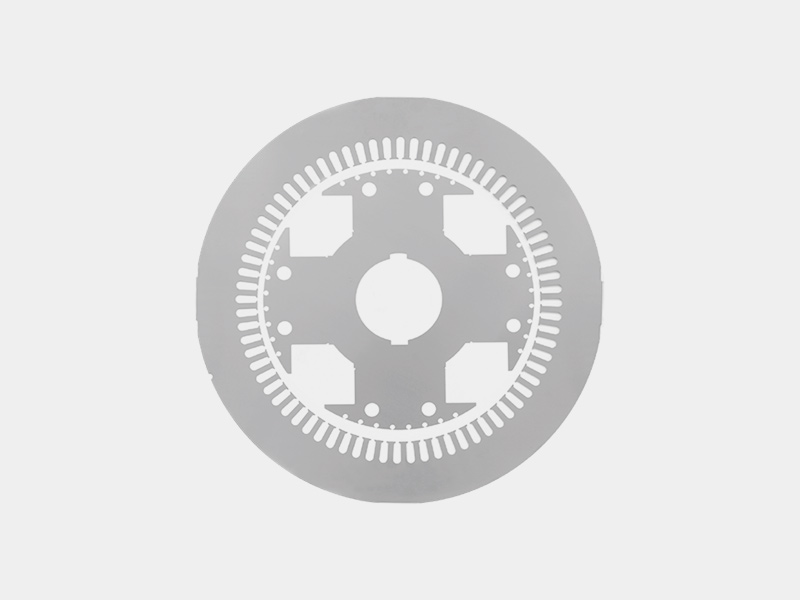
3.5 Резка и штамповка
- Листы разрезаются на нужные формы (например, пластины E-I, U-I) для сборки в сердечники.
4. Применение ламинирования электротехнической стали
4.1 Силовые трансформаторы
- В сердечниках трансформаторов используется текстурированная сталь, чтобы минимизировать потери энергии при преобразовании напряжения.
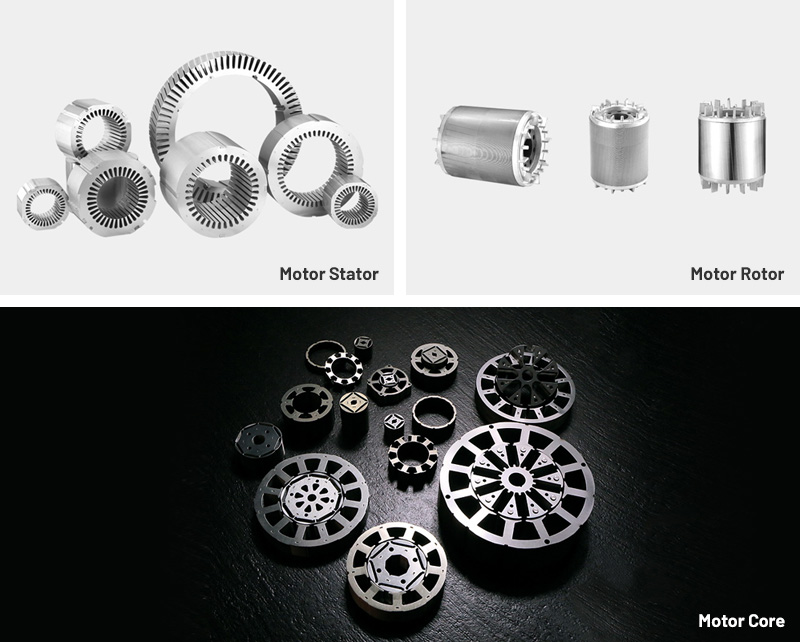
4.2 Электродвигатели и генераторы
- Неориентированная сталь идеальна для изготовления сердечников статора и ротора благодаря своим изотропным свойствам.
4.3 Индукторы и дроссели
- Обеспечивает эффективное хранение энергии в высокочастотных приложениях.
4.4 Системы возобновляемой энергетики
- Критически важен для ветряных генераторов и солнечных инверторов.
5. Преимущества перед твердотельными сердечниками
- Снижение вихревых токов: изолированные друг от друга пластины предотвращают циркулирующие токи.
- Снижение тепловыделения: увеличивает срок службы и эффективность устройства.
- Легкая конструкция: позволяет использовать компактные и энергоемкие электромагнитные компоненты.
6. Проблемы и будущие тенденции
6.1 Материальные инновации
- Исследования аморфных и нанокристаллических сплавов для еще более низких потерь.
6.2 Устойчивое развитие
- Переработка электротехнической стали для снижения воздействия на окружающую среду.
6.3 Высокочастотные приложения
- Спрос на более тонкие пластины в двигателях электромобилей (EV) и высокоскоростных приводах.
Заключение
Ламинирование электротехнической стали остается краеугольным камнем современной электромагнетики, обеспечивая баланс между эффективностью, стоимостью и производительностью. По мере развития технологий их роль в энергоэффективных системах будет только расти благодаря инновациям в области материаловедения и производства.
Категория продукта
Прочность на сжатие

Процесс настройки
1. Общение с клиентами: общаться и подробно записывать требования клиентов.
2. Разработка схемы: Разработка в соответствии с требованиями клиентов и поддержание связи с клиентами.
3. Подтвердите дизайн: отправьте проектное предложение и на основе отзывов клиентов выполните дальнейшую доработку до окончательной версии.
4. Производство: выберите подходящую модель и в соответствии с дизайном производства.
5. Тестирование и проверка качества: строго проверяйте, соответствует ли продукция стандартам, устраняйте все проблемы с качеством.
6. Отгрузка: упакуйте продукцию, прошедшую проверку, и доставьте товар по адресу клиента.
7. Повторный визит к клиенту: Регулярные повторные визиты к клиентам, прислушивайтесь к отзывам клиентов.

 Мобильный: +86 13738592999
Мобильный: +86 13738592999
 Телефон: +86(576) 89307999
Телефон: +86(576) 89307999
 Электронная почта: sales@zjxinzheng.com
Электронная почта: sales@zjxinzheng.com
 Адрес: Прибрежный промышленный город, Саньмэнь.
Адрес: Прибрежный промышленный город, Саньмэнь.
Уезд, город Тайчжоу, провинция Чжэцзян, Китай
Авторское право © Чжэцзянская компания электромеханических технологий Синьчжэн. Все права защищены.
Этот веб-сайт использует файлы cookie, чтобы обеспечить вам максимально эффективное использование нашего веб-сайта.






 WhatsApp
WhatsApp телефон
телефон